






المحاسبة

تطور الفكر المحاسبي
الافصاح والقوائم المالية
الرقابة والنظام المحاسبي
نظرية ومعايير المحاسبة الدولية
نظام التكاليف و التحليل المحاسبي
نظام المعلومات و القرارات الادارية
مواضيع عامة في المحاسبة
مفاهيم ومبادئ المحاسبة
ادارة الاعمال
الادارة
الادارة: المفهوم والاهمية والاهداف والمبادئ
وظائف المدير ومنظمات الاعمال
الادارة وعلاقتها بالعلوم الاخرى
النظريات الادارية والفكر الاداري الحديث
التطور التاريخي والمدارس والمداخل الادارية
وظيفة التخطيط
انواع التخطيط
خطوات التخطيط ومعوقاته
مفهوم التخطيط واهميته
وظيفة التنظيم
العملية التنظيمية والهيكل التنظيمي
مفهوم التنظيم و مبادئه
وظيفة التوجيه
الاتصالات
انواع القيادة و نظرياتها
مفهوم التوجيه واهميته
وظيفة الرقابة
انواع الرقابة
خصائص الرقابة و خطواتها
مفهوم الرقابة و اهميتها
اتخاذ القرارات الادارية لحل المشاكل والتحديات
مواضيع عامة في الادارة
المؤسسات الصغيرة والمتوسطة
ادارة الانتاج
ادارة الانتاج: المفهوم و الاهمية و الاهداف و العمليات
التطور التاريخي والتكنلوجي للانتاج
نظام الانتاج وانواعه وخصائصه
التنبؤ والتخطيط و تحسين الانتاج والعمليات
ترتيب المصنع و التخزين والمناولة والرقابة
الموارد البشرية والامداد والتوريد
المالية والمشتريات والتسويق
قياس تكاليف وكفاءة العمل والاداء والانتاج
مواضيع عامة في ادارة الانتاج
ادارة الجودة
الجودة الشاملة: المفهوم و الاهمية و الاهداف و المبادئ
نظام الايزو ومعايير الجودة
ابعاد الجودة و متطلباتها
التطور التاريخي للجودة و مداخلها
الخدمة والتحسين المستمر للجودة
خطوات ومراحل تطبيق الجودة الشاملة
التميز التنافسي و عناصر الجودة
مواضيع عامة في ادارة الجودة
الادارة الاستراتيجية
الادارة الاستراتيجية: المفهوم و الاهمية و الاهداف والمبادئ
اساليب التخطيط الاستراتيجي ومراحله
التطور التاريخي للادارة الاستراتيجية
النظريات و الانظمة و القرارات و العمليات
تحليل البيئة و الرقابة و القياس
الصياغة و التطبيق و التنفيذ والمستويات
مواضيع عامة في الادارة الاستراتيجية
ادارة التسويق
ادارة التسويق : المفهوم و الاهمية و الاهداف و الانواع
استراتيجية التسويق والمزيج التسويقي
البيئة التسويقية وبحوث التسويق
المستهلك والخدمة والمؤسسات الخدمية
الاسواق و خصائص التسويق و انظمته
مواضيع عامة في ادارة التسويق
ادارة الموارد البشرية
ادارة الموارد البشرية : المفهوم و الاهمية و الاهداف و المبادئ
التطور التاريخي لادارة الموارد البشرية
استراتيجية ادارة الموارد البشرية
الوظائف والتعيينات
الحوافز والاجور
التدريب و التنمية
السياسات و التخطيط
التحديات والعولمة ونظام المعلومات
مواضيع عامة في ادارة الموارد البشرية
نظم المعلومات
علوم مالية و مصرفية
المالية العامة
الموازنات المالية
النفقات العامة
الايرادات العامة
مفهوم المالية
التدقيق والرقابة المالية
السياسات و الاسواق المالية
الادارة المالية والتحليل المالي
المؤسسات المالية والمصرفية وادارتها
الاقتصاد
مفهوم ونشأت وعلاقة علم الاقتصاد بالعلوم الاخرى
السياسة الاقتصادية والمالية والنقدية
التحليل الأقتصادي و النظريات
التكتلات والنمو والتنمية الأقتصادية
الاستثمار ودراسة الجدوى الأقتصادية
ألانظمة الاقتصادية
مواضيع عامة في علم الاقتصاد
الأحصاء
تطور علم الاحصاء و علاقته بالعلوم الاخرى
مفهوم واهمية علم الاحصاء
البيانات الأحصائية

مـقدرة العـمليـة Process Capability
 المؤلف:
د . عبد الكريم محسن د . صباح مجيد النجار
المؤلف:
د . عبد الكريم محسن د . صباح مجيد النجار
 المصدر:
ادارة الانتاج والعمليات
المصدر:
ادارة الانتاج والعمليات
 الجزء والصفحة:
ص599 - 602
الجزء والصفحة:
ص599 - 602
 11-4-2021
11-4-2021
 5355
5355




+
-
20
10 – 13 مقدرة العمليـة Process Capability
تعرف مقدرة العملية على أنها القدرة على مقابلة مواصفات التصميم. لذلك يشير الضبط الإحصائي للعملية إلى الرغبة في إبقاء العملية تحت السيطرة ضمن حد أعلى وحد أدنى للمواصفات ، وعليه يجب أن يكون تباين العملية صغيراً إلى الحد الذي يسمح بإنتاج منتجات تقابل المواصفات المطلوبة ، ولكن رغم بقاء العملية ضمن حدود ضبطها الإحصائي في أحيان كثيرة لكنها قد لا تنتج سلع أو خدمات طبقاً لمواصفات التصميم، لأن حساب حدود لضبط في خرائط الرقابة لا يستند على مواصفات التصميم بل على الوسط الحسابي والانحراف المعياري لتوزيع العينة.
ويُعبّر غالباً عن مواصفات التصميم بـ "القيمة الاسمية Nominal Value" او التصميم المستهدف Design Target او السماحات Tolerance" فوق أو أسفل القيمة الاسمية ، فعلى سبيل المثال، قد تحدد شركة لانتاج اطارات السيارات عمر الإطار (القيمة الاسمية) بــ 30,000 كم مع سماحات مقدارها +- 000 5 كم. اي ان الاطار يمكن أن يعمل لغاية 35000 كم كحد اعلی upper specifications و 000 25 كم كحد ادنی lower specifications، وينبغي على العملية التي تنتج هذا النوع من الاطارات أن تكون قادرة على انتاج اطارات تعمل بين 25000 - 35000 كم وبخلاف ذلك فأن العملية ستُنتج بعض الاطارات المخالفة لمواصفات التصميم، فضلاً عن ذلك فإن الشركة قد ترغب في معرفة عدد او نسبة الإطارات التي تعمل دون الحد الأدنى المحدد في مواصفات التصميم إذ قد يقود ذلك إلى اكتشاف خلل في بعض جوانب العملية مما يتطلب مراجعته و ازالته .
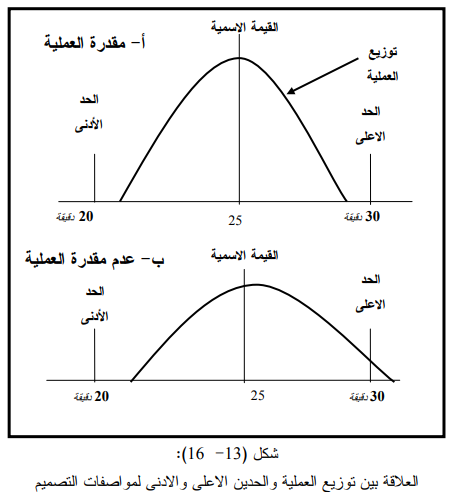
ولتوضيح الفكرة ، نفترض بأن احدى صالات الطوارئ تحتاج إلى خدمات مختبر طبي للقيام بتحليل دم لمعرفة فصيلة دم المريض قبل تزويده بحاجته من الدم، وانه بالامكان إِبقاء المريض على قيد الحياة بين 20-30 دقيقة لحين استلام نتائج التحليل من المختبر، أي أن الحد الأدنى لمواصفات تصميم عملية التحليل هي 20 دقيقة والحد الأعلى 30 دقيقة. فإذا كان المختبر يستطيع تزويد قسم الطواريء بنتائج التحليل ضمن هذين الحدّين فنستنتـج بأن العملية تتمتع بمقدرة وهو ما يظهر في الشكل (13- 16)- أ ، وبخلافه فأن العملية غير قادرة على تزويد المختبر بالنتائج ضمن حدود مواصفات التصميم لعملية تحليل الدم لتحديد فصيلته وهو ما يظهر في الشكل (13- 16)- ب. ويوضح الشكل (13- 16) سبب اهتمام مدراء العمليات بتخفيض الانحراف في العمليات، اذ أن انخفاض التباين في العمليات (أي عندما يكون الانحراف المعياري قليل) يشير الى مقدرة العملية على الانتاج ضمن المواصفات. والآن نـثير السؤال الآتي : كيف يتمكن مدراء العمليات من تحديد مقرة العملية ؟ في الحقيقة يوجد هناك مقياسان يُستخدمان بكثرة في الحياة العملية وهما : نسبة مقدرة العملية process capability ratio ومؤشر مقدرة العملية process capability index، وسوف نتكلم عنهما الآن .
نسبـة مـقدرة العمليـة Process Capability Ratio
تعد العملية ذات مقدرة اذا كانت قيمتها تقع بين الحد الأعلى والأدنى لمواصفات تصميم العملية. وهذا يعني، إحصائياً ، بأن قيمة مقدرة العملية يجب أن تقع ضمن مدى +- 3 انحرافات معيارية عن الوسط الحسابي للعملية، ولأن هذا المدى يساوي 6 انحرافات معيارية، فان مدى السماح للعملية المقتدرة ، الذي يمثل الفرق او الاختلاف بين الاحد الادنى والاعلى لمواصفات التصميم ، ينبغي ان يكون اكبر من او يساوي 6 انحرافات معيارية ، وتُحسب نسبة مقدرة العملية كما يلي :

اذ أن :
CP = نسبة مقدرة العملية .
Us = الحد الأعلى لمواصفات تصميم العملية .
Ls = الحد الأدنى لمواصفات تصميم العملية .
Ժ = الانحراف المعياري للعملية .
فإذا كانت نسبة مقدرة العملية تساوي 0. 1 فذلك يعني بأن العملية تنتج ضمن 3 انحرافات معيارية (أو أن نسبة المعيب تبلغ 6807. 6 % أي أن هناك 66807 معيب /مليون فرصة ـ انظر جدول 13-2) ، وأن العملية تُنتج ضمن مواصفات التصميم. أما اذا كانت نسبة مقدرة العملية اكبر من 0 . 1 فذلك دليل على أن العملية تحقق مستوى جودة عالي. وبشكل عام فان الشركات ،التي ترغب بتحقيق مستويات جودة اعلى من 3 أنحرافات معيارية ، فأنها تستخدم قيم حرجة لنسبة مقدرة العملية تكون اكبر من 0 .1. فمثلاً الشركة التي تستهدف 6 سيجما ينبغي أن تكون نسبة مقدرة العملية لديها تساوي 0 .2 ، واذا كانت تستهدف 5 سيجما فإن نسبة مقدرة العملية ينبغي أن تساوي 67. 1 ، أما اذا كانت الشركة تستهدف 4 سيجما فان نسبة مقدرة العملية لديها يجب أن تكون مساوية لـ 33 .1 .
مثال ( 13- 8): حساب مقدرة العملية
تنتج احدى العمليات، في شركة السرور لانتاج المنظفات، قطع الصابون اليدوي المعطر، وفد صممت العملية لكي يكون معدل X ، وزن الصابونة 160 غرام، كما تم تحديد مواصفات العملية بـ 150 غرام كحد ادنى لوزن الصابونة ، و 170 غرام كحد أعلى للوزن، علماً أن الانحراف المعياري لوزن الصابون المنتج يبلغ 2 غرام، وان الشركة تستهدف قيمة حرجة لنسبة مقدرة العملية مقدارها 33 . 1، والمطلوب حساب نسبة مقدرة العملية وتحديد ماذا كانت العملية تحقق النسبة المستهدفة أم لا .
الحل : بتطبيق القاعدة (13- 21)، فأن نسبة مقدرة العملية تُحسب كالاتي :

بما أن نسبة مقدرة العملية تبلغ 67 . 1 فأن العملية تتجاوز النسبة المستهدفة ( 1.33) وتحقق جودة عالية وانها تنتج بحدود 5 سيجما .
مؤشر قدرة العملية Process Capability Index
يقيس مؤشر قدرة العملية الفرق أو الاختلاف بين الأبعاد أو المواصفات المرغوبة والأبعاد الفعلية للخدمات والسلع المنتجة. إذ يعرف هذا المؤشر على انه اداة تقيس امكانية انتاج العملية لسلع أو لخدمات معيبة خارجة عن الحدين الأعلى والأدنى لمواصفات تصميم العملية . في احيان عديدة تنتج العملية ضمن الحدين الأعلى والأدنى لمواصفات التصميم، ولكن اذا كان معدل انتاج العملية X، قريباً من الحد الأعلى لمواصفات تصميم العملية فيُقال أن العملية يمكن او انها تميل للانتاج قريبة من الحد الأعلى ومن المحتمل أن تخرج عن الحد الأعلى، ونفس الكلام يقال عندما يقترب معدل انتاج العملية من الحد الأدنى لمواصفات التصميم. لذلك يحتاج مدراء العمليات الى مؤشر يساعدهم في تحديد امكانية potential انتاج العملية لمخرجات تقترب من الحدين الاعلى والادنى لمواصفات التصميم. وعادة ما يكون مؤشر قدرة العملية مساوياً الى او اصغر من نسبة مقدرة العملية، ويُحسب مؤشر مقدرة العملية بالقاعدة الاتية :

مثال (13 -9)
استخدم بيانات المثال السابق في حساب مؤشر قدرة العملية وفسّر معناه.
الحل :
بتطبيق القاعدة (13 -22) فإن مؤشر قدرة العملية يُحسب كما يلي :

بما ان مؤشر مقدرة العملية مساوياً لنسبة مقدرة العملية ، فنستنتـج بأن العملية ذات مقدرة وان العملية تُنتج قريباً من الوسط الحسابي .
 الاكثر قراءة في خطوات ومراحل تطبيق الجودة الشاملة
الاكثر قراءة في خطوات ومراحل تطبيق الجودة الشاملة
 اخر الاخبار
اخر الاخبار
اخبار العتبة العباسية المقدسة

الآخبار الصحية


مواضيع ذات صلة
 قسم الشؤون الفكرية يصدر كتاباً يوثق تاريخ السدانة في العتبة العباسية المقدسة
قسم الشؤون الفكرية يصدر كتاباً يوثق تاريخ السدانة في العتبة العباسية المقدسة "المهمة".. إصدار قصصي يوثّق القصص الفائزة في مسابقة فتوى الدفاع المقدسة للقصة القصيرة
"المهمة".. إصدار قصصي يوثّق القصص الفائزة في مسابقة فتوى الدفاع المقدسة للقصة القصيرة (نوافذ).. إصدار أدبي يوثق القصص الفائزة في مسابقة الإمام العسكري (عليه السلام)
(نوافذ).. إصدار أدبي يوثق القصص الفائزة في مسابقة الإمام العسكري (عليه السلام)