






المحاسبة

تطور الفكر المحاسبي
الافصاح والقوائم المالية
الرقابة والنظام المحاسبي
نظرية ومعايير المحاسبة الدولية
نظام التكاليف و التحليل المحاسبي
نظام المعلومات و القرارات الادارية
مواضيع عامة في المحاسبة
مفاهيم ومبادئ المحاسبة
ادارة الاعمال
الادارة
الادارة: المفهوم والاهمية والاهداف والمبادئ
وظائف المدير ومنظمات الاعمال
الادارة وعلاقتها بالعلوم الاخرى
النظريات الادارية والفكر الاداري الحديث
التطور التاريخي والمدارس والمداخل الادارية
وظيفة التخطيط
انواع التخطيط
خطوات التخطيط ومعوقاته
مفهوم التخطيط واهميته
وظيفة التنظيم
العملية التنظيمية والهيكل التنظيمي
مفهوم التنظيم و مبادئه
وظيفة التوجيه
الاتصالات
انواع القيادة و نظرياتها
مفهوم التوجيه واهميته
وظيفة الرقابة
انواع الرقابة
خصائص الرقابة و خطواتها
مفهوم الرقابة و اهميتها
اتخاذ القرارات الادارية لحل المشاكل والتحديات
مواضيع عامة في الادارة
المؤسسات الصغيرة والمتوسطة
ادارة الانتاج
ادارة الانتاج: المفهوم و الاهمية و الاهداف و العمليات
التطور التاريخي والتكنلوجي للانتاج
نظام الانتاج وانواعه وخصائصه
التنبؤ والتخطيط و تحسين الانتاج والعمليات
ترتيب المصنع و التخزين والمناولة والرقابة
الموارد البشرية والامداد والتوريد
المالية والمشتريات والتسويق
قياس تكاليف وكفاءة العمل والاداء والانتاج
مواضيع عامة في ادارة الانتاج
ادارة الجودة
الجودة الشاملة: المفهوم و الاهمية و الاهداف و المبادئ
نظام الايزو ومعايير الجودة
ابعاد الجودة و متطلباتها
التطور التاريخي للجودة و مداخلها
الخدمة والتحسين المستمر للجودة
خطوات ومراحل تطبيق الجودة الشاملة
التميز التنافسي و عناصر الجودة
مواضيع عامة في ادارة الجودة
الادارة الاستراتيجية
الادارة الاستراتيجية: المفهوم و الاهمية و الاهداف والمبادئ
اساليب التخطيط الاستراتيجي ومراحله
التطور التاريخي للادارة الاستراتيجية
النظريات و الانظمة و القرارات و العمليات
تحليل البيئة و الرقابة و القياس
الصياغة و التطبيق و التنفيذ والمستويات
مواضيع عامة في الادارة الاستراتيجية
ادارة التسويق
ادارة التسويق : المفهوم و الاهمية و الاهداف و الانواع
استراتيجية التسويق والمزيج التسويقي
البيئة التسويقية وبحوث التسويق
المستهلك والخدمة والمؤسسات الخدمية
الاسواق و خصائص التسويق و انظمته
مواضيع عامة في ادارة التسويق
ادارة الموارد البشرية
ادارة الموارد البشرية : المفهوم و الاهمية و الاهداف و المبادئ
التطور التاريخي لادارة الموارد البشرية
استراتيجية ادارة الموارد البشرية
الوظائف والتعيينات
الحوافز والاجور
التدريب و التنمية
السياسات و التخطيط
التحديات والعولمة ونظام المعلومات
مواضيع عامة في ادارة الموارد البشرية
نظم المعلومات
علوم مالية و مصرفية
المالية العامة
الموازنات المالية
النفقات العامة
الايرادات العامة
مفهوم المالية
التدقيق والرقابة المالية
السياسات و الاسواق المالية
الادارة المالية والتحليل المالي
المؤسسات المالية والمصرفية وادارتها
الاقتصاد
مفهوم ونشأت وعلاقة علم الاقتصاد بالعلوم الاخرى
السياسة الاقتصادية والمالية والنقدية
التحليل الأقتصادي و النظريات
التكتلات والنمو والتنمية الأقتصادية
الاستثمار ودراسة الجدوى الأقتصادية
ألانظمة الاقتصادية
مواضيع عامة في علم الاقتصاد
الأحصاء
تطور علم الاحصاء و علاقته بالعلوم الاخرى
مفهوم واهمية علم الاحصاء
البيانات الأحصائية

امثلة تطبيقية حول كيفية إعداد ترتيب خـط تجميع وموازنته.
 المؤلف:
د . عبد الكريم محسن د . صباح مجيد النجار
المؤلف:
د . عبد الكريم محسن د . صباح مجيد النجار
 المصدر:
ادارة الانتاج والعمليات
المصدر:
ادارة الانتاج والعمليات
 الجزء والصفحة:
ص344-351
الجزء والصفحة:
ص344-351
 16-2-2021
16-2-2021
 5056
5056




+
-
20
مثال (8-2): يحاول مدير العمليات إعداد ترتيب لأحد خطوط التجميع المخصصة لإنتاج أجهزة الـ Video CD بمعدل 500 جهاز / يوم، والجدول الآتي يبين النشاطات اللازمة لتجميع الجهاز الواحد وعلاقاتها التتابعية والوقت القياسي ((Standard Time اللازم لإنجاز كل نشاط علماً ان الخط سيعمل بواقع 7 ساعات عمل يومياً .

2ـ حساب دورة الانتاج النظرية Ct بالقاعدة (8-1) وكما يأتي :

3ـ حساب العدد النظري الادنى لمحطات العمل (WSt) بالقاعدة (8-2) وكما يأتي :

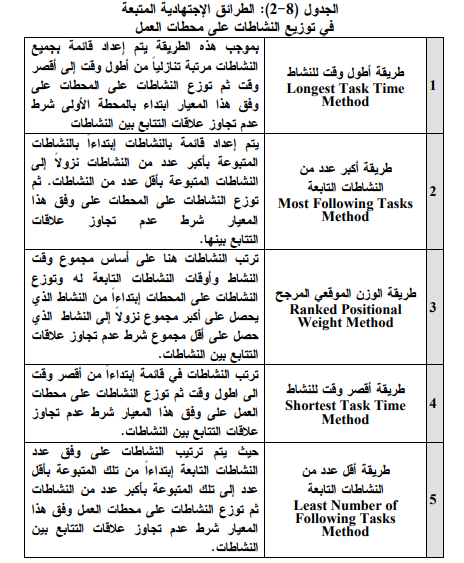
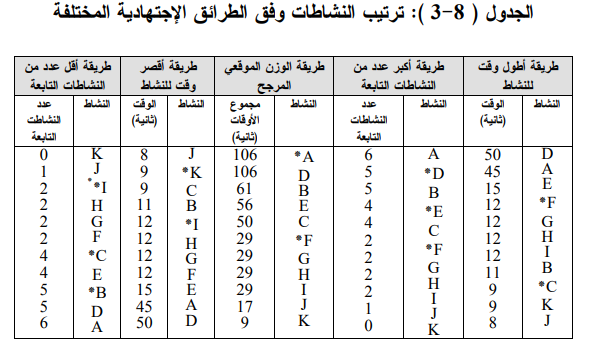
4- توزيع النشاطات على محطات العمل بحيث لا يتجاوز مجموع الوقت المخصص لكل محطة عمل الدورة الإنتاج النظرية (4 .50 ثانية) مع عدم تجاوز علاقات التتابع بين النشاطات، أي لا يجوز تخصیص نشاط لمحطة ما قبل تخصيص النشاط الذي يسبقه مباشرة. ويمكن توزيع النشاطات على محطات العمل بإحدى الطرائق الإجتهادية (Heuristics) الموضحة بالجدول (8-2) والجدول (8-3).
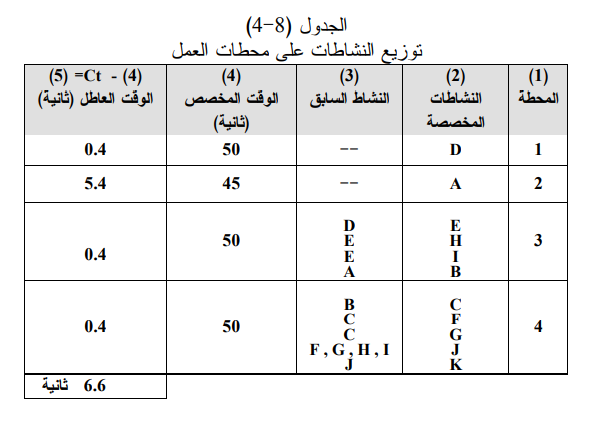
وبإتباع الطريقة الإجتهادية الأولى (طريقة أطول وقت للنشاط) تم توزيع النشاطات على محطات العمل وكما مبين في الجدول (8-4) والشكل (8-6)، ويلاحظ من التوزيع أن دورة الإنتاج العملية (الفعلية) قد أصبحت 50 ثانية بسبب عدم إمكانية توزيع النشاطات على المحطات للوصول إلى دورة الإنتاج النظرية (4 .50 ثانية).


وبهدف المقارنة فقد تم إعادة حل المثال (8-2) بإتباع الطريقة الإجتهادية الثانية وحسب ترتيب النشاطات الموضح بالجدول (8-3). والجدول (8-5) والشكل (8-7) يقدمان الترتيب الجديد.
يلاحظ من الحل السابق تخصيص محطة عمل خامسة وخاصة بالنشاط (K) وذلك لأن إضافة نشاط (K) إلى المحطة الرابعة سيجعل مجموع الوقت المخصص لتلك المحطة 53 ثانية. لقد أدى إضافة محطة عمل خاصة إلى زيادة مجموع الوقت العاطل والذي ينعكس بدوره على كفاءة خط الإنتاج، وإن كفاءة الترتيب الجديد هي :

وبالمقارنة نستنتج أن الطريقة الإجتهادية الأولى تمخضت عن ترتيب أكفأ من ذلك الذي توصلنا إليه بالطريقة الإجتهادية الثانية. إن إنخفاض كفاءة خط الإنتاج مؤشر واضح على غياب حالة التوازن في الخط، وبالإمكان معالجة حالة عدم التوازن بإحدى الطرائق الاتية :
1 ـ إعادة ترتيب الخط بإحدى الطرائق الإجتهادية الموضحة بالجدول (8-2) وإختيار الطريقة التي تحقق أقصى كفاءة.
2- تدريب العاملين لإنجاز النشاطات المكلفين بها بوقت أقصر.
3- تزويد العاملين بمعدات تساعدهم على إنجاز أعمالهم بسرعة.
4- تكليف عمال مؤقتين ومن محطات عمل أخرى لتعجيل العمل في محطة العمل التي تسبب عدم التوازن (فك الإختناق).
5- تجزئة محطة العمل البطئية إلى محطتين أو أكثر لزيادة مخرجاتها .
إن الطريقة اليدوية التي استعرضناها لإعداد ترتيب على أساس المنتوج لا تصلح لترتيب خط تجميع يضم عدد كبير من المحطات ولحل هذه المشكلة يتوفر في الوقت الحاضر برامجيات جاهزة قادرة على إعداد ترتيب على أساس المنتوج بسرعة فائقة وتوزيع النشاطات على محطات عمل يصل عددها إلى أكثر من 100 محطة. ومن الأمثلة على تلك البرامجيات
((COMSOAL) (Computer Method for Sequencing Operations for Assembly Lines) و Assembly Line Configurations (ASYBI) .


ــــــــــــــــــــــــــــــــــــــــ
* في حالة تساوي نشاطين او اكثر بنفس المعيار يجري الاختبار بشكل عشوائي بينهم .
 الاكثر قراءة في ترتيب المصنع و التخزين والمناولة والرقابة
الاكثر قراءة في ترتيب المصنع و التخزين والمناولة والرقابة
 اخر الاخبار
اخر الاخبار
اخبار العتبة العباسية المقدسة

الآخبار الصحية


مواضيع ذات صلة
 قسم الشؤون الفكرية يصدر كتاباً يوثق تاريخ السدانة في العتبة العباسية المقدسة
قسم الشؤون الفكرية يصدر كتاباً يوثق تاريخ السدانة في العتبة العباسية المقدسة "المهمة".. إصدار قصصي يوثّق القصص الفائزة في مسابقة فتوى الدفاع المقدسة للقصة القصيرة
"المهمة".. إصدار قصصي يوثّق القصص الفائزة في مسابقة فتوى الدفاع المقدسة للقصة القصيرة (نوافذ).. إصدار أدبي يوثق القصص الفائزة في مسابقة الإمام العسكري (عليه السلام)
(نوافذ).. إصدار أدبي يوثق القصص الفائزة في مسابقة الإمام العسكري (عليه السلام)